Piezoelectric Device Manufacturing Companies
Following companies are manufacturing Piezoelectric Devices;
- TDK Corporation
- Murata Manufacturing
- KEMET (TOKIN Corporation)
- CTS (Noliac)
- TAIYO YUDEN
- Johnson Matthey
- Physik Instrumente (PI) Group
- Piezosystem Jena
- APC International (Schneider Electric)
- Kinetic Ceramics
- DSM
- Piezoelectric Micropump Liquid-cooled Driver Manufacturer (Boréas Technologies, Awinic, Analogwin, SouthChip)
- Automotive Piezoelectric Fuel Injectors Manufacturer (Robert Bosch GmbH, Vitesco Technologies, Continental AG, Denso Corporation, Delphi Technologies, Magneti Marelli, Siemens VDO Automotive AG, Hitachi Astemo, Cummins Inc., Toyota Motor Corporation, Ford Motor Company, General Motors Company, Groupe PSA, FEV Group, Kyocera, CTS Corporation, CeramTec GmbH, TDK Corporation, Beijing Delphi Wanxiang Automotive Systems Co., Ltd., Fuzhou Ruida Machinery Co., Ltd)
- Piezoelectric Actuators Manufacturer (Physik Instrumente (PI) Group, TDK Corporation, Murata Manufacturing, KEMET (TOKIN Corporation), CTS (Noliac), TAIYO YUDEN, Johnson Matthey, Piezosystem Jena, APC International (Schneider Electric), Kinetic Ceramics, DSM, Cedrat Technologies, Bangci Technology, Harbin Core Tomorrow, Liaoning Yansheng Technology, Suzhou Pant Piezoelectric, Harbin RZNX, Shanghai Yinguan Semiconductor, Chengdu Huitong West-electronic)
- Piezoelectric Stripe Actuator (TDK, Murata Manufacturing, KEMET, CTS, Taiyo Yuden, Physik Instrumente (PI) Group, Piezosystem Jena, APC International, DSM, Cedrat Technologies)
- Piezoelectric Elements Manufacturer ( Kyocera, Johnson Matthey, CTS Corporation, PI Ceramic GmbH, Harris, Fuji Ceramics Corporation, Piezo Technologies, Meggitt Sensing, TRS Technologies,Inc, TDK Corporation, MSI Tranducers Corp., APC International, Piezo Kinetics, Sparkler Ceramics, Weifang Jude , Electronic Co.,Ltd)
- Piezoceramic Components Manufacturer (Kyocera, CeramTec, Johnson Matthey, CTS Corporation, PI Ceramic GmbH, Fuji Ceramics Corporation, Piezo Technologies, TRS Technologies, inc, Meggitt Sensing, MSI Tranducers Corp., Piezo Kinetics, APC International, Sparkler Ceramics, Weifang Jude Electronic Co.,Ltd, Boston Piezo-Optics Inc., Changzhou Keliking Electronics)
- Liquid-Cooled Micropump Manufacturer (Boreas Technologies, Bestar Holding, Ruimeng Semiconductor, BARTELS, Nippon Keiki Works, Takasago Electric, Blacktrace Holdings, PiezoData, TTP Ventus, Sandur Group, PI Ceramic, Microjet Technology, NITTO KOHKI, Bartels Mirkrotechnik)
- Piezoelectric Micropumps Manufacturer (Murata Manufacturing, The Lee Company, Nippon Keiki Seisakusho, MicroJet Technology, NITTO KOHKI, Takasago Electric, Bartels Mikrotechnik, Audiowell Electronics (Guangdong), HeYi Precision Pump, Ion Science, Weitu Technologies, Maxclever Electric)
- Piezoceramic Spheres & Hemispheres Manufacturer (CTS Corporation, PI Ceramic, CeramTec, APC International, L3Harris, Wingtek International, Zibo Yuhai Electronic Ceramics, PZT Electronic Ceramic, TJ Piezo Specialties, HE SHUAI, Sparkler Ceramics, Fbelec, Sino Sonics, Weifang Jude Electronic)
- Piezo Hemisphere Manufacturer (CTS Corporation, PI Ceramic, CeramTec, APC International, L3Harris, Wingtek International, Zibo Yuhai Electronic Ceramics, PZT Electronic Ceramic, TJ Piezo Specialties, HE SHUAI, Sparkler Ceramics, Fbelec, Sino Sonics, Weifang Jude Electronic)
- Piezoelectric Disk Manufacturer (CTS Corporation, PI Ceramic, CeramTec, APC International, L3Harris, Wingtek International, Zibo Yuhai Electronic Ceramics, PZT Electronic Ceramic, TJ Piezo Specialties, HE SHUAI, Sparkler Ceramics, Fbelec, Sino Sonics, Weifang Jude Electronic)
- Piezoelectric Stack and Bending Actuators (Physik Instrumente (PI) Group, TDK, 村田, KEMET (TOKIN Corporation), CTS (Noliac), 太阳诱电, 庄信万丰, Piezosystem Jena, APC International (Schneider Electric), Kinetic Ceramics, DSM, Cedrat Technologies, 盐城邦瓷, 哈尔滨芯明天, 辽宁研生科技, 苏州攀特电陶, 哈尔滨溶智纳芯, 上海隐冠半导体, 成都汇通西电电子)
- Stack Multilayer Piezo Actuator (TDK Corporation, Physik Instrumente (PI) Group, CTS Corporation, Piezosystem Jena, APC International (Schneider Electric), Piezo Direct, PD ceramic, CoreMorrow Ltd, KEMET Corporation, Sunny Electronics Technology Co., Ltd, Murata Manufacturing, TAIYO YUDEN, Shanghai YiNGUAN Semiconductor Technology Co., LTD, DCpiezo)
- Square Piezoelectric Ceramic Stack Actuator (Thorlabs, Piezo Direct, TDK Electronics, NIKKO, MURATA, APC International, Dynamic Structures & Materials, Shanghai YiNGUAN Semiconductor Technology, NANJING JINGCUI OPTICAL TECHNOLOGY, Harbin Core Tomorrow Science & Technology, Guangdong Dechi Technology, Beijing Paihe Science & Technology, Suzhou Piezonic Pesonick, Beijing Winner Optics)
- Piezo Inkjet Print Head Manufacturer (Epson, Xaar, FUJIFILM Dimatix, Ricoh, Konica Minolta Inc., Canon Production Printing, Kyocera, Toshiba Tec, Seiko Instruments Inc., Suzhou Ruifa Printing Technology Co.Ltd.)
Piezoelectric Device Manufacturing Process
The manufacturing process are explained on the following websites;
Equipment Required for Piezoelectric Device Manufacturing
We have the following equipment to manufacture the Piezoelectric Device from the Piezoelectric powder;
| Sr. No. | Equipment | Picture | Model & Make |
| 1 | Dry Powder Pressing Dies |
|
Custom Made dry-powder pressing dies manufactured from D2 steel, surface hardening and extra fine mirror-like polishing surfaces. We have the Disc shape dies of diameter [60mm, 36mm, 30mm, 12mm]We have Ring shape dies of [12mm OD, 6mm ID] |
| 2 | Hydraulic Press-1 |  |
Universal Testing Machine, 50kN (5.0 Ton), Hydraulic, Model TM 115, ESSOM Company Limited. Location: Strength of Material Lab, DME, CEME |
| 3 | Hydraulic Press-2 | ||
| 4 | Hydraulic Press-3 | ||
| 5 | Furnace for Binder Burn-out (BBO) |
|
Model No. (RHTMF-1/18) Make: PCSIR, Pakistan. Specifications: Temp Range: Ambient to 1200°C ±1°C, Control: Digital Temp control, Muffle Size: 100 x 112 x 220 mm, Capacity 2.6 L, Operating Voltage: 220V – 50Hz. |
| 6 | Tube Furnace for Sintering |  |
Make: PCSIR Pakistan, Model: Sintering Tube Furnace, Temperature 1400C. Location: research Lab, DME, CEME |
| 7 | Box Furnace for Sintering |  |
Make: MTI, Model: KSL 1600X, Temperature 1500C. Location: Heat treatment Lab, SCME Datsheet: Link |
| 8 | Polishing and Grinding Machine |
|
Make: Metkon Model: Forcipol 2V Grinder polisher, Location: research lab, DME, CEME Datasheet: Link |
| 9 | Electrode Paste Screen-Printing Machine | 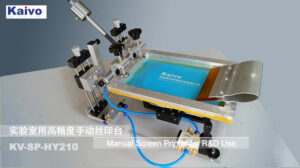 |
Manual Screen Printer for R&D Use. Model: KV-SP-HY210, Make: Kaivo, Zhuhai Kaivo Optoelectronic Technology co Ltd, china Datasheet: Link Location: Micro and Nano Robotics Technologies Lab, DMTS, CEME |
| 10 | Polling Machine with High voltage DC Power Supply |  |
Make: MTI, Model: , Tempertaure 10KV High Voltage DC Power Supply, with High-Viscosity Silicon Oil Heating Tank and Piezo Fixture. Model: IPS-ATDP1000-1.2 1000VDC 1.2A 1200W DC High Voltage DC Power Supply Company: IDEALPLUSING TECHNOLOGY, Guangdong Yibenyuan Power Supply Equipment Co., Ltd. China Location: Micro and Nano Robotics Technologies Lab, DMTS, CEME |



1. Shape and Resonance Frequency of the required Piezoelectric Ceramic
First, select either a required dimension or resonance frequency of the PZT material. Resonance frequency depends on the vibration mode (Radial, thickness, shear etc.), the dimensions (radius or thickness), and material properties of the PZT material. Then using an online calculator (APC International , CTS Ferroperm ), verify the following three things;
- Piezoelectric Material Type (PZT-4, PZT-8, PZT-5 etc.)
- Shape of the end Piezoelectric Transducer (Disc, Ring, Plate, Cylinder etc.)
- Resonance Frequency of the Piezoelectric (Radial/Length/Transverse, Thickness in Fundamental vibration mode)
2. Pressing of the Ceramic Powder in the Dry Powder Pressing Die
The details of the Piezoelectric dry powder pressing are available at
- American Piezo (Pressing PZT Powders)
- SubsTech (Basic Terminologies of Dry Pressing)
First, find the Dry Powder Pressing Dies, some options are
- Pressing dies by MTI Cooperation
- Zhengzhou TCH Instrument Co., Ltd. (Alibaba Store)
- Zhengzhou TCH Instrument Co., Ltd. China
- Pellet Press Die Set (PPDS), USA
Some Videos illustrating the Dry pressing process are;
- Morgan Process Animations – Die Pressing on Youtube
- How to Use a Laboratory Pellet Press Die Set – MSE Supplies on Youtube
- Small 10 mm I.D. Dry Pellet Pressing Die For Hi-throughput Pressing – EQ-Die-10S – Youtube Video
- Split-able Dry Pressing Die 20 I.D.x 100H(mm) – EQ-Die-SP20 – Youtube Video
- Customized Splittable Dry Pressing Die for Ring Type Sample – Die-Ring-C – Youtube Video
- Compaction in Powder Metallurgy production processes – Youtube Video
Now we need to calculate the quantity/weight/mass of the piezoelectric powder to be poured in the pressing die. As the diameters (outer only for disc shape, inner and outer both for ring shape) is fixed by the die design. Only the thickness of the pressed die can be changed by varying the quantity of the piezo powder. The goal is to achieve the approximate density of 4.75gm/cm3 while pressing. Density (volumetric mass density or specific mass) is a substance’s mass per unit of volume. where ρ is the density, m is the mass, and V is the volume. The total reduction of Piezo manufactured device from the pressed sample after sintering will be from 15-20%. Calculate the required mass by choosing a thickness, as density should be 4.75gm/cm3, cross sectional area is also known.
Measure the Piezo powder weight on a precision weighting device. After filling the die in a uniform and consistent way, with no particles on side walls, initiate the press stroke. Approximately 10,000 PSI (68.94 Newton/square-milli-meter) is required to achieve the 2:1 compaction and ~4.75 g/cm3 desired green density of pressed pellet. Therefore, we can calculate the force required to be inserted on the die in Hydraulic-press to achieve the required ~4.75 g/cm3 density and volume. A 30mm diameter disc Piezo has cross-sectional area of 707mm2, requiring 48.8kN/mm2 of pressure (4.88 Ton force on Hydraulic Press).
To reduce these friction forces while pressing in the compaction stroke of Uniaxial Pressing, a lubricant may be added to the powder prior to pressing. Wax like stearates are among the most commonly used lubricants for dry pressing, since small additions can reduce ejection force by 50% or more. Lubricants (wax, magnesium stearate, stearic acid) reduce the interfacial frictional forces between individual particles favourable to powder compaction and/or between particles and die surfaces. They also reduce the required ejection pressure of the compact, thus avoiding macro-defect formation. Those additives will be eliminated by thermal decomposition before sintering or in a special zone of a continuous sintering furnace.
The article below are recommended to be read before the dry powder pressing process
- F. Lemoisson, L. Froyen, 12 – Understanding and improving powder metallurgical processes, Editor(s): Seshadri Seetharaman, In Woodhead Publishing Series in Metals and Surface Engineering, Fundamentals of Metallurgy, Woodhead Publishing, 2005, Pages 471-502, ISBN 9781855739277, https://doi.org/10.1533/9781845690946.2.471. https://www.sciencedirect.com/science/article/pii/B9781855739277500121
3. Electrode Printing
Piezoceramic electrodes can be made of either fired silver or nickel. Silver electrodes appear flat white, while nickel electrodes are grey. Electrical connections to these electrodes are typically made by soldering, but conductive adhesive or clips can also be used to attach wires.
Silver electrodes are not recommended for high electric field DC applications due to the risk of silver ion migration, which can create a resistive short circuit by forming a bridge between the electrodes. However, silver electrode piezoceramics are often used in AC applications.
Silver is applied to piezoceramic in the form of flakes suspended in a glass frit paste which is generally screened onto the ceramic and fired. The glass makes the bond between the ceramic and the silver particles.
4. Poling of Piezoelectric Ceramic
5. Adhesive For Piezoelectric Ceramic Bonding with Piezo or Substrate
Following Glue, Epoxy and Adhesives are recommended to be used for attaching the piezoelectric ceramic materials. The choice of adhesive and the curing conditions are tailored to suit the specific product and its material characteristics. Epoxy Resign Glue , Polyurethane or Cyan Acrylic can be used. Following are some of the options available commercially
- Conductive and Thermosetting Epoxy Adhesive by Asahi chemical research Laboratory co Ltd, Japan
- Loctite 680 [ Video by He Shuai]
- Loctite, EA E-120HP, Part No. 29353, Hysol Epoxy Resign (Aluminium, Ceramic, Metal, Plastic, Steel compatible, 24 Hours Cure Time)
- CircuitWorks Conductive Silver Epoxy Adhesive CW2400
- Ensure EN-8312 (foto Polymer), Part No CP8312.0030, Speciality Adhesive, Fotopolymer Pte Ltd, Singapore [ used for Joining Piezoelectric Substrate with Piezoelectric substrate, like in Multillayer Piezo development] Korean Link
- Ensure CP-7405B (foto polymer), Part No CP7405B.0030, Speciality Adhesive, Fotopolymer Pte Ltd, Singapore [ used for Joining Piezoelectric Substrate with Piezoelectric substrate, like in Multillayer Piezo development]
- 3M, Scotch-Weld Epoxy
- Araldite (Easy to use Professional Adhesive, Ultra Strong, All Material, -30C to 80C)
-
polymide (LaRC-SI), adhesive film
-
Masterbond, Epoxy for Piezoelectric Devices
-
EPOTEK-301 (EPOTEK 301, Epoxy technology, Billerica, USA[ For Piezoelectric Ceramic Stacking]
6. Soldering of Wires
Silver is soluble in tin, so using a silver-loaded solder is recommended to prevent the silver in the electrode from being scavenged. Effective solder joints can be created on silver electrodes of piezoceramics using resin-core type solders, employing techniques similar to those used for attaching components to printed circuit boards.
Nickel offers excellent corrosion resistance, making it suitable for both AC and DC applications. It can be applied to piezoceramics through vacuum deposition or the electroless nickel process. Soldering to nickel electrodes is typically straightforward using an organic acid flux and RoHS-compliant lead-free solder.
Note: Vacuum-deposited nickel electrodes are usually very thin, which can make soldering a bit challenging. Using low wattage soldering irons with small tips and selecting the appropriate flux to remove surface oxidation can simplify soldering to electrode surfaces, even under difficult conditions.
- Soldering iron set – 550°- 650° F
- Lead-free Solder
- Supersafe #67 DSA Liquid Flux
